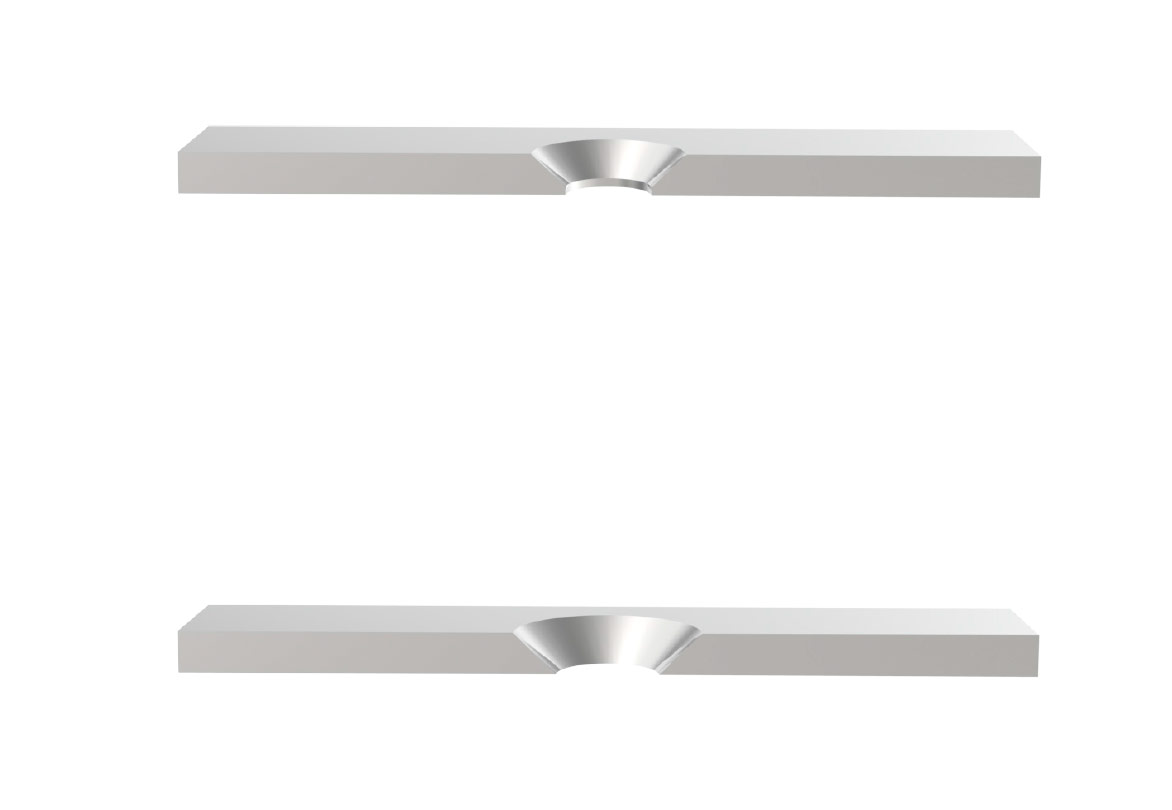
Max. depth of countersinks
Countersinks in sheets are possible (e.g. for countersink screws). Please note the following information:
1. In order to make deformations (material deformations) it is necessary to pre-punch the clearance hole. This pre-punch is normally bigger than the finished clearance hole.
2. Technical guidance value for 90° countersinks:
| Alu sheet: | min. 0,25 mm zyl. part or depth max. 90% of s |
|
| Steel: | min. 0,25 mm zyl. part or depth max. 80% of s |
|
| Stainless: | min. 0,55 mm zyl. part or depth steel max 66% of s |

3. If the screw head height is higher than the sheet thickness there are two possibilities to create the countersink:
- A bigger screw thread clearance hole is required as DIN or ISO forces. Keep in mind that the surface area for the head support is reduced and the strength calculation must be adjusted accordingly.
- The sheet can be embossed to create the countersink. Be aware that a raised emboss may create problems with further sheet handling.
