PASS Standzeiten / Werkzeuglebensdauer
Seit nun ca. 30 Jahren werden von uns Kundeninformationen gesammelt, die Rückschlüsse auf Standzeiten erlauben. Wir können Ihnen heute diese Datensammlung zur Verfügung stellen, die es Ihnen erleichtern soll, zu einer besseren Einschätzung der Werkzeuglebensdauer zu kommen.
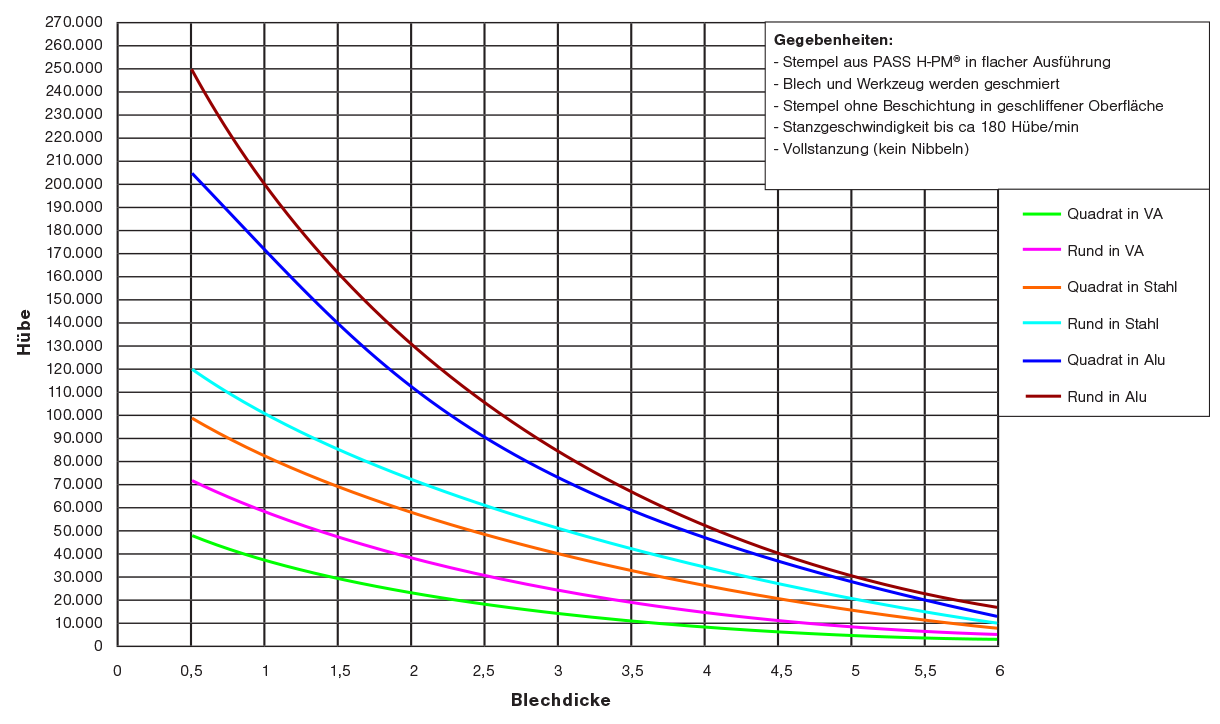
Aufgebaut ist die Grafik als empfohlener Nachschliff nach entsprechenden Hubzahlen, da die Stempel je nach Maschinenbauart (Werkzeugsystem) unterschiedlich weit nachgeschliffen werden können. Jedoch soll Ihnen die Grafik auch verdeutlichen, dass es beim Stanzprozess enorm viele Einflussfaktoren gibt, die sich unter Umständen sehr stark auf die Erhöhung, aber auch auf die Verringerung der Standzeiten auswirken können.
Voraussetzung für die Verwendung der Daten ist natürlich eine neuwertige und optimal eingerichtete Stanzmaschine mit stabilem C- oder O-Rahmen.
Einflussfaktoren |
Faktor |
|
| Stahl verzinkt / Edelstahl foliert / Alu eloxiert | 0,5 - 0,8 | |
| Trockenstanzung (keine Blechschmierung) | 0,4 - 0,6 | |
| Stempelbeschichtung (TICN bei Edelstahl-Blech / T-MAX bei verzinktem Stahl /A-Max bei Aluminium) | 2,0 - 4,0 | |
| PASS-Stempel aus Spezial X3-PM-Stahl | 6,0 - 10,0 | |
| Nibbeln | 0,7 - 0,9 | |
| Besäumen | 0,5 - 0,7 | |
| Scherschliff | 0,8 - 0,9 | |
| Stanzgeschwindigkeit > 300 Hübe / min. | 0,8 - 0,9 | |
| Stempelschneidteil mit erodierter Oberfläche | 0,4 - 0,8 | |
| Stempelschneidteil mit polierter Oberfläche | 1,5 - 3,0 | |
| Stempelschneidteil kleiner als 1,5x Blechdicke | 0,6 - 0,8 | |
| Stempelschneidteil kleiner als 1,0x Blechdicke | 0,3 - 0,5 | |
| Verwendung eines zu engen Schnittspiels | 0,4 - 0,9 |
Nachfolgend finden Sie ein Beispiel, um einen Einblick zu geben, wie sich die verschiedenen Einflußfaktoren auswirken können:
Gegeben: Quadratstempel; t = 2.0 VA; Nibbeln; Stanzgeschwindigkeit > 300 Hübe;
Eine Berechnung kann hier je nach Faktor unterschiedlich ausfallen:
Nimmt man den kleinsten Faktor (Sicherheitsberechnung):
| 22.000 x 0,7 x 0,8 = | 12.320 | |
| (Hubzahl lt. Grafik x Faktor Nibbeln x Faktor Stanzgeschwindigkeit > 300 Hübe) | Standzeit |
Nimmt man den größten Faktor:
| 22.000 x 0,9 x 0,9 = | 17.820 | |
| (Hubzahl lt. Grafik x Faktor Nibbeln x Faktor Stanzgeschwindigkeit > 300 Hübe) | Standzeit |
